

Trong ngành ép phun nhựa, lỗi gas là một trong những lỗi kỹ thuật phổ biến và khó xử lý nhất, đặc biệt trên các sản phẩm yêu cầu độ bóng cao hoặc chạy tốc độ ép lớn.
Nhiều nhà máy thường nhầm lẫn giữa:
- Lỗi gas
- Cháy nhựa
- Sọc bạc
- Rỗ khí
Trong thực tế, lỗi gas có liên quan trực tiếp đến:
- Thông số máy ép
- Thiết kế khuôn
- Độ ẩm nguyên liệu
- Phối trộn filler masterbatch và CaCO3
Bài viết từ TAICAL.VN tổng hợp kinh nghiệm thực chiến theo hướng phân tích kỹ thuật chuyên sâu từ các nhà máy châu Âu và châu Á.
—1. Lỗi gas trong đúc nhựa là gì?
Lỗi gas xảy ra khi khí bên trong lòng khuôn không thoát ra kịp trong quá trình ép phun, tạo ra:
- Vết cháy đen
- Sọc bạc
- Bọt khí
- Rỗ bề mặt
- Thiếu nhựa cục bộ
Lỗi thường xuất hiện ở:
- Vị trí cuối dòng chảy
- Góc khuôn kín
- Vùng thành mỏng
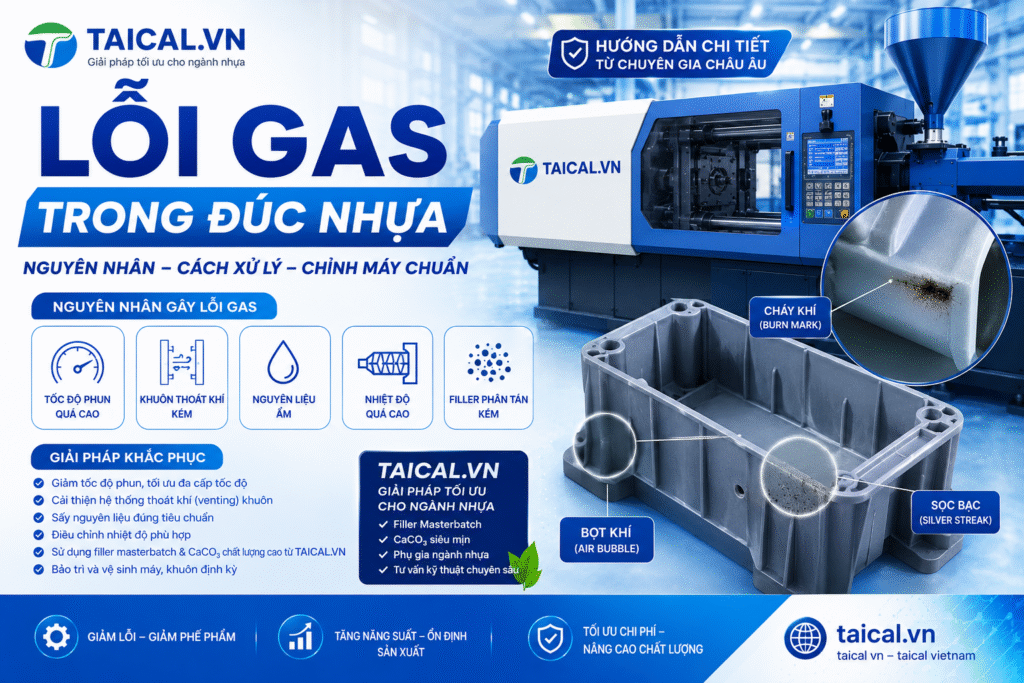
2. Dấu hiệu nhận biết lỗi gas
Cháy khí (Burn Mark)
- Xuất hiện vết đen hoặc nâu
- Thường ở cuối dòng chảy
- Bề mặt có mùi khét
Sọc bạc (Silver Streak)
- Vệt trắng bạc trên bề mặt
- Xuất hiện theo hướng dòng chảy
- Dễ nhầm với lỗi nguyên liệu
Bọt khí (Air Bubble)
- Bên trong sản phẩm có lỗ rỗng
- Thường gặp ở sản phẩm dày
- Làm giảm cơ tính sản phẩm
3. Nguyên nhân gây lỗi gas trong ép nhựa
3.1. Tốc độ phun quá cao
Khi nhựa điền đầy quá nhanh:
- Khí bị nén mạnh
- Nhiệt tăng cục bộ
- Gây cháy khí
👉 Đây là lỗi phổ biến trên máy tốc độ cao.
—3.2. Thoát khí khuôn kém
Khuôn không có rãnh thoát khí hợp lý sẽ làm khí bị giữ lại trong cavity.
Giải pháp:
- Gia công venting chuẩn
- Vệ sinh khuôn định kỳ
- Kiểm tra vị trí thoát khí
3.3. Nguyên liệu ẩm
Độ ẩm là nguyên nhân chính gây:
- Sọc bạc
- Bọt khí
- Phá màu
Đặc biệt với:
- ABS
- PC
- PA
👉 Luôn sấy nguyên liệu trước khi sản xuất.
—3.4. Filler masterbatch phân tán kém
Khi sử dụng filler masterbatch hoặc CaCO3 chất lượng thấp:
- Khí sinh ra nhiều hơn
- Dễ gây sọc bạc
- Tăng lỗi bề mặt
Giải pháp thực tế từ taical vn:
- Sử dụng CaCO3 siêu mịn
- Tăng độ phân tán
- Tối ưu tỷ lệ phối trộn
Xem thêm:
—4. Cách chỉnh máy để giảm lỗi gas
Giảm tốc độ phun
Không nên ép tốc độ tối đa ngay từ đầu.
- Chia nhiều cấp tốc độ
- Giảm tốc ở cuối dòng chảy
Giảm nhiệt độ nếu bị cháy khí
Nhiệt quá cao làm khí cháy mạnh hơn.
- Giảm nhiệt zone cuối
- Giảm nhiệt nozzle
Tối ưu giữ áp
Giữ áp quá mạnh có thể làm khí bị nén thêm.
- Giảm holding pressure
- Giảm holding time nếu cần
Kiểm tra screw và back pressure
Back pressure quá cao dễ làm:
- Tăng nhiệt ma sát
- Phân hủy nhựa
- Sinh khí nhiều
5. Công thức phối trộn giúp giảm lỗi gas
Đối với sản phẩm ép nhựa PP
- PP: 75 – 85%
- CaCO3 TAICAL: 10 – 20%
- Masterbatch màu: 2 – 3%
- Phụ gia thoát khí: 0.5 – 1%
Đối với sản phẩm cần độ bóng cao
- Giảm tỷ lệ filler
- Dùng CaCO3 siêu mịn
- Tăng nhựa nguyên sinh
6. Kinh nghiệm thực tế từ chuyên gia châu Âu
Theo kinh nghiệm từ các nhà máy ép nhựa châu Âu:
- Không chạy tốc độ quá cao nếu khuôn chưa tối ưu venting
- Luôn kiểm soát độ ẩm nguyên liệu
- Ưu tiên filler chất lượng ổn định
- Lưu thông số riêng cho từng mã sản phẩm
Đây là yếu tố giúp giảm:
- Tỷ lệ phế phẩm
- Lỗi bề mặt
- Chi phí sản xuất
7. TAICAL VN – Giải pháp tối ưu cho ngành nhựa
taical, taical vn và taical vietnam chuyên cung cấp:
- Filler masterbatch
- CaCO3 siêu mịn
- Phụ gia ngành nhựa
- Tư vấn phối trộn thực tế
Giải pháp từ taical.vn giúp:
- Giảm lỗi gas
- Tăng độ ổn định sản phẩm
- Tối ưu chi phí sản xuất
8. Kết luận
Lỗi gas trong đúc nhựa là lỗi tổng hợp giữa:
- Máy ép
- Khuôn
- Nguyên liệu
- Thông số vận hành
Việc chỉnh đúng thông số kết hợp nguyên liệu phù hợp sẽ giúp giảm lỗi và nâng cao hiệu suất sản xuất.
👉 Theo dõi thêm kiến thức kỹ thuật tại:
Tony Thái
Blog kỹ thuật – Tư vấn phối trộn TAICAL.VN





